

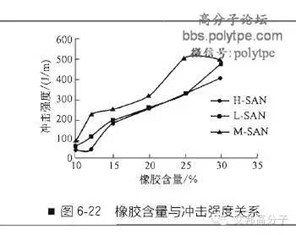
(1) Raaka-aineiden vaikutus
Eri merkkien PC- ja ABS-hartsiseoksella on suuri ero suorituskyvyssä. Kuvasta 6-22 voidaan nähdä, että korkea kumipitoisuus parantaa PC/ABS-järjestelmän iskulujuutta, mutta vahingoittaa suuresti vaiheiden keskinäistä kapasitanssikäyttäytymistä, mikä heikentää lejeeringin veto-ominaisuuksia. Siksi sopivan kumipitoisuuden omaavan ABS:n valitseminen ei vain voi parantaa seoksen iskulujuutta, vaan myös parantaa sen taivutuslujuutta synergistisesti. Kun käytetään ABS:ää, jossa on alhainen kumipitoisuus, lejeeringin taivutuslujuus näyttää synergistisesti parantuvan. Lisäksi korkea akryylinitriili, alhainen kumipitoisuus ja korkea molekyylipainoinen ABS voivat parantaa lejeeringin lämmönkestävyyttä.

(2) PC/ABS-sekoitussuhteen vaikutus lejeeringin ominaisuuksiin
PC/ABS-sekoitusjärjestelmän yhteensopivuus ja mekaaniset ominaisuudet liittyvät suoraan järjestelmän kunkin komponentin sisältöön. Cao Mingan et ai. saatiin erilaisia PC/ABS-seoksia, joilla oli erilaiset ominaisuudet säätämällä PC- ja ABS-hartsin sekoitussuhdetta. PC/ABS-seoksen ominaisuuksilla on lineaarinen suhde ABS-pitoisuuteen, ja ne noudattavat suunnilleen additiivisuutta. PC/ABS-seoksen yleisominaisuudet ovat PC:n ja ABS:n välissä, ja iskulujuudella on superadditiivisuusvaikutus (eli synergiavaikutus) ja antagonismivaikutus suhteessa suhteeseen.
(3) Kolmannen komponentin vaikutus
PC/ABS-seoksen lämmönkestävyyttä ja lämpöstabiilisuutta voidaan parantaa lisäämällä bentsotiatsolia ja polyimidia. PC/ABS-seoksen juoksevuutta voidaan parantaa lisäämällä prosessointia modifioivia aineita, kuten eteenioksidi/propyleenioksidilohkokopolymeeri, MMA/St-kopolymeeri ja olefiini/akryylietikkakopolymeeri. Lisäksi PC/ABS-seosruiskutustuotteiden liitoslujuuden parantamiseksi PMMA, SAN, SBR, akryylietikkaelastomeeri, matalatiheyksinen polyolefiini, eteeni/akryylietikka/etikkahappo, eteeni (etikka)kopolymeeri, PC/etyleenilohko tai oksaskopolymeeriä ja muita aineita lisätään yleensä.
(4) Prosessointitekniikan vaikutus
PC- ja ABS-sekoituslaitteet voivat valita kaksiruuviekstruuderin ja yksiruuviekstruuderin staattisella sekoittimella. Jong Han Chun uskoo, että jatkuvan vaivaavan ekstruuderin vaikutus on ihanteellinen. Sekoitustilan suhteen toisen asteen sekoituksen vaikutus on parempi. Toisen asteen sekoituksessa osa materiaaleista on kuitenkin pursotettava kahdesti korkeassa lämpötilassa, mikä kuluttaa paljon energiaa, hajottaa helposti materiaaleja ja heikentää seoksen ominaisuuksia.
Muovausmenetelmällä on myös suuri vaikutus PC/ABS-seoksen morfologiaan ja rakenteeseen. Esimerkiksi muovia puristamalla muodostettu näyte pystyy paremmin säilyttämään mikrorakenteen heterogeenisen dispersiotilan, joka muodostuu lejeeringin sekoituksesta, kun taas ruiskupuristettaessa suurella leikkausnopeudella dispersiotila muuttuu ja saavuttaa liiallisen tasaisen hajoamisen. Siksi kahden näytteen iskulujuus on suuri, ja puristusmuovausnäytteen iskulujuus on korkea. PC vedessä (vesipitoisuus on yli 0,03 %) ja korkeassa lämpötilassa (lämpötila on yli 150 ℃) helposti hajoavassa, joten sekoituksessa tai muovauksessa ennen kuivaamista tulisi myös välttää steariinihappovoiteluaineiden sekoittamista, jotta se ei vaikuta tuotteiden suorituskykyä.
Postitusaika: 02-06-22